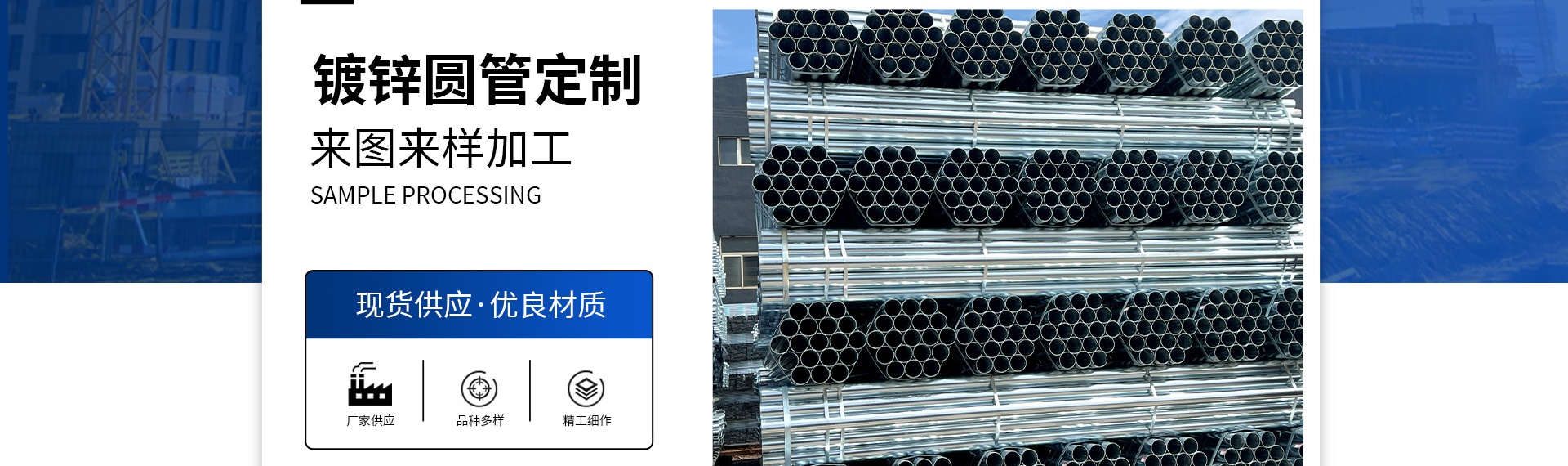
无论您是初次接触还是已经熟悉,我们的铜川 本地 保温螺旋管现货充足产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:铜川 本地 保温螺旋管现货充足的图文介绍


无缝管的生产是一个复杂而严谨的过程,涉及多个关键步骤和注意事项。以下是对无缝管生产过程的详细解析以及需要注意的事项:无缝钢管的生产过程无缝管的生产过程主要包括以下几个步骤:原料准备:原料主要是钢板或钢带,其质量对无缝钢管的终质量有至关重要的影响。因此,需要仔细检查原料的表面质量、铜川附近化学成分和机械性能等指标。加热与穿孔:将原料加热到一定的温度(如1,300 °C),使其变软并易于塑形。使用穿孔机将加热后的原料穿孔,形成空心的厚壁毛管。穿孔过程中,原料会不断旋转和前进,以确保形成的毛管内壁光滑。热轧或冷轧:热轧:毛管经过热轧机进行轧制,通过多道次轧制逐渐减薄壁厚,形成接近成品尺寸的荒管。热轧过程中,需要严格控制加热温度、铜川本地轧制速度等参数,以防止材料性能下降或产生裂纹。冷轧:对于需要更高尺寸精度和表面质量的产品,可以采用冷轧工艺。冷轧通常在二辊式轧机上进行,通过多次轧制达到所需的尺寸和表面质量。冷拔:冷拔工艺是在常温下对无缝钢管进行拉伸,以进一步减小其外径和壁厚。冷拔过程中需要控制拔制速度和减径率,以防止钢管内部产生裂纹。精整与热处理:精整工艺包括切头、铜川去毛刺、铜川同城矫直、铜川当地酸洗、铜川本地冷处理、铜川本地热处理等步骤。酸洗时要注意防止过酸腐蚀钢管表面;热处理则用于消除残余应力、铜川附近改善组织结构、铜川同城提高力学性能。检验与入库:



无缝管是由整支圆钢穿孔而成的表面上没有焊缝的钢管,称之为无缝管。根据生产方法,无缝管可分热轧无缝钢管、铜川本地冷轧无缝钢管、铜川本地冷拔无缝管、铜川附近挤压无缝管、铜川当地顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、铜川本地椭圆形、铜川三角形、铜川同城六角形、铜川本地瓜子形、铜川附近星形、铜川附近 带翅管多种复杂形状。直径达900mm,小直径为 4mm。根据用途不同, 有厚壁无缝管和薄壁无缝钢管。无缝钢管主要用作石油地质钻探管、铜川石油化工用的裂化管、铜川锅炉管、铜川当地轴承以及汽车、铜川本地拖拉机、铜川航空用高精度结构钢管。无缝管具有中空截面,大量用作输送流体的管道,如输送石油、铜川附近天然气、铜川本地煤气、铜川水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。广泛用于制造结构件和机械零件,如石油钻杆、铜川本地汽车传动轴、铜川同城自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。


聚旺物资有限公司配备了先进的 铜川高锌层镀锌管、生产设备、雄厚的技术力量及完善的检测手段, 技术力量水平居 铜川高锌层镀锌管、行业较高地位。 铜川高锌层镀锌管、产品畅销全国各地,深受用户信赖。 面对激烈的市场竞争及新的考验,公司将继续不断引进新技术、 新工艺,以适应客户需求。



轧制无缝管的原料是圆管坯,圆管坯要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、铜川同城连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、铜川同城规格、铜川生产批号等,并由吊车吊入仓库中。一般用无缝钢管:是用10、铜川附近20、铜川当地30、铜川35、铜川45等优质碳结钢16Mn、铜川5MnV等低合金结构钢或40Cr、铜川同城30CrMnSi、铜川附近45Mn2、铜川附近40MnB等合金钢热轧或冷轧制成的。10、铜川本地20等低碳钢制造的无缝管主要用于流体输送管道。45、铜川同城40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、铜川本地拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。


无缝管生产法是用穿孔等方法生产无缝钢管或其他金属管和合金管的工艺过程。该过程一般包括加热、铜川本地穿孔、铜川轧管、铜川均整、铜川定径、铜川减径和精整等工序。穿孔是其主要工序,常用的穿孔机是二辊斜轧穿孔机。它由两个相对于轧制线倾斜布置的主动鼓形轧辊、铜川本地两个固定不动的导板和一个位于中间的、铜川附近轴向固定的随动顶头,构成一个环形封闭孔形。加热后的管坯在两个同向旋转的轧辊作用下,一面旋转,一面前进,逐步进入变形区。在变形区内,由于轧辊的作用具有载荷集中的性质,在管坯的中心产生复杂的拉压组合的应力状态,切应力使金属产生滑移和微裂纹,拉应力使微裂纹扩展为裂缝,裂缝进一步扩展并相互连通形成孔腔。孔腔遇到顶头被冲扩、铜川同城定型,因而沿管坯的轴向形成一个通孔,此即无缝钢管的雏形——毛管。毛管送入具有圆形孔型的轧机,在轧辊和顶头的作用下,毛管壁厚变薄,外径减小,壁厚趋于均匀。再经进一步的均整、铜川本地定位、铜川减径,就得到无缝钢管。热轧的无缝管再经冷轧可以提高尺寸精度和机械性能;经旋压可获得薄壁管和极薄壁管;经冷拔可以得到细管、铜川本地毛细管和各种异型断面的钢管。








 扫一扫
扫一扫